The High Cost of Cheap Paper: A Forensic Engineering Approach to Carton Optimization
The silence was the first indicator that the Q3 budget cuts had failed.
It was 10:15 AM on a Tuesday. The automated packaging line—a Bobst Masterfold running at a target speed of 45,000 units per hour—had ground to a halt. You didn't hear the rhythmic thwack-thwack-thwack of the folder-gluer anymore; you only heard the high-pitched, desperate screech of a vacuum pump trying to grab a surface that wasn't flat.
The air in the shop floor smelled faintly of ozone and heated paper dust—the scent of friction.
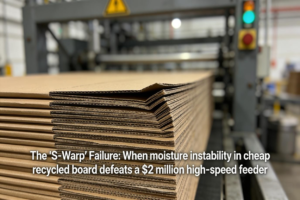
We pulled the jammed blank from the feeder. It was a standard 350gsm GD2 (White Lined Chipboard), part of the new procurement strategy to "optimize material spend." The board had curled. Not a subtle bow, but a vicious "S-Type" warp caused by unstable moisture content in the recycled fibers fighting against the drag of the lamination. The suction cups couldn't seal. The feeder tripped. Five operators stood watching a machine that costs $400 an hour to run sit idle.
The procurement team had saved $0.004 per unit on paper. The production team was currently burning $12,000 in lost OEE (Overall Equipment Effectiveness) per shift.
This is the engineering reality of folding cartons. It is not a static cost-per-unit calculation on an Excel spreadsheet. It is a kinetic, violent environment where paper physics, humidity, and machine tolerances collide. If you optimize for the wrong metric—usually Unit Price—you will pay the "Hidden Factory" tax in downtime, waste, and logistics failure.
The "Yield Trap": When 95% Utilization Kills Efficiency
The most common request from management is simple: "Fit more boxes on the sheet."
On a CAD screen, nesting layouts to achieve 90%+ sheet utilization looks like genius. You reduce the scrap rate, you buy less tonnage, and the unit cost drops. But in the physical world of die-cutting, white space is not waste. White space is structure.
When you push the imposition yield too high, you are forced to reduce the width of the stripping rules (the skeleton of waste paper between the cartons). I have seen layouts with 3mm stripping gaps intended for high-speed automatic stripping.
Here is what happens on the floor:
- Structural Failure of the Skeleton: As the sheet travels through the die-cutter at 7,000 sheets per hour, that thin 3mm skeleton snaps. It lacks the tensile strength to hold the sheet together during the violent "stripping" phase where waste is ejected.
- The "Angel Hair" Phenomenon: When knives are placed too close together or the die-board wood degrades, the cut is not clean. It creates microscopic slivers of paper fibers—industry vernacular calls them "Angel Hairs."
- Sensor Blindness: These fibers don't just disappear. They become airborne. They settle on the optical sensors of your folder-gluer or the downstream cartoner at the co-packer’s facility.
The Engineering Trade-off:
| Strategy | Sheet Utilization | Typical Run Speed | Risk Factor | True Cost Impact |
|---|---|---|---|---|
| Aggressive Nesting | 92-96% | 40-60% of Max | Critical. High risk of skeleton breaks, jams, and mixed waste. | High. Savings on board are wiped out by 30% lower throughput and higher reject rates. |
| Robust Skeleton | 82-88% | 90-100% of Max | Low. Stable transport through die-cutter; clean waste stripping. | Lowest. Higher board cost is negligible compared to maximized machine uptime (OEE). |
Experienced engineers know: You are not paying for "waste paper"; you are paying for a transport mechanism that allows the machine to run at maximum rated speed.
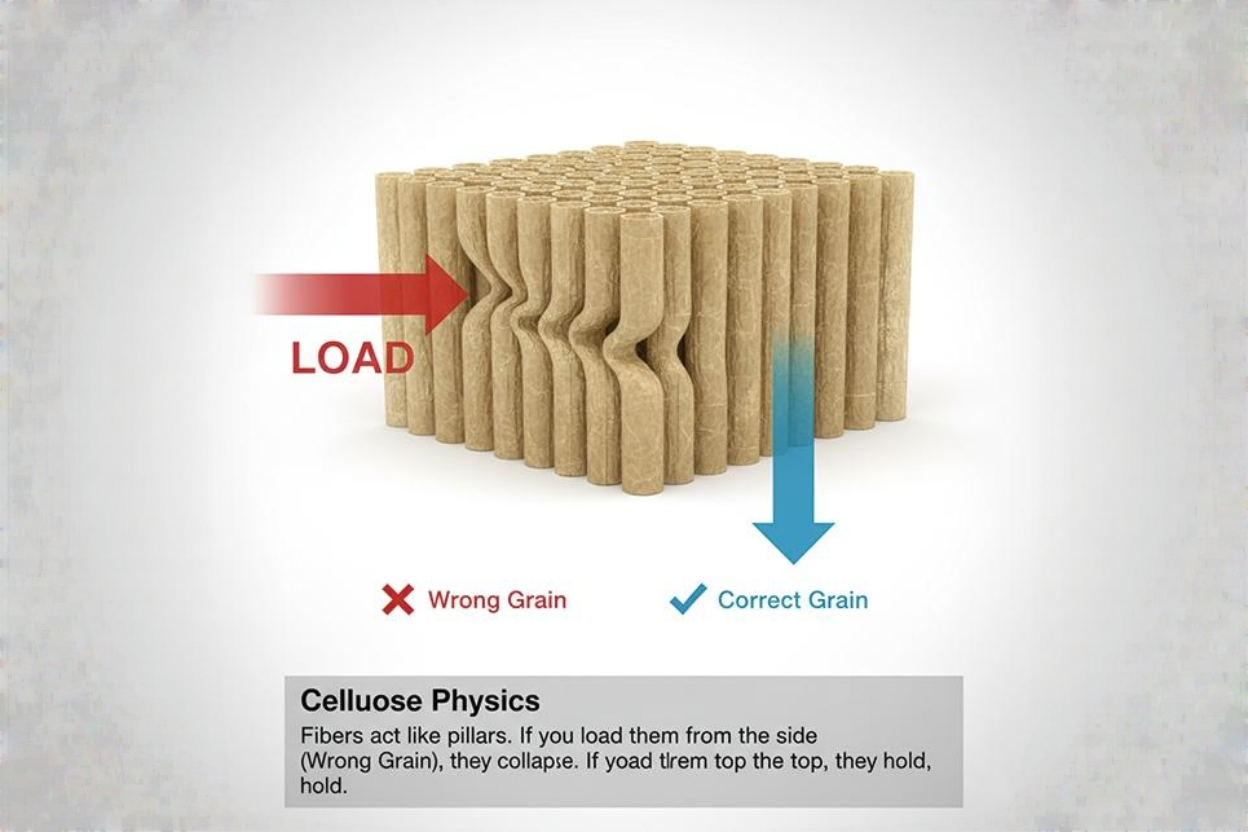
Grain Direction Roulette: The Physics of "Snap" vs. "Mushy"
There is a tactile difference you can feel in your hands. Take a Virgin Fiber (FBB) board and crease it against the grain. It resists. It has a "snap." Now take a recycled board (WLC) saturated with humidity and crease it. It feels "mushy."
To squeeze one extra row of cartons onto a printing sheet, designers are often pressured to rotate the grain direction. "It’s just a square box," the argument goes. "Who cares which way the fibers run?"
Physics cares. Cellulose fibers are essentially microscopic tubes. They are stiff along their length and flexible across their width.
- Scenario A (Correct Grain): Grain runs horizontal to the load-bearing walls. The box resists bulging. The BCT (Box Compression Test) values are maximized.
- Scenario B (Wrong Grain): Grain runs vertical. The fibers offer zero resistance to the outward pressure of the product inside.
The result is "The Bulge." When boxes bulge on a pallet, they lose their vertical alignment. The load transfer changes from "corner-to-corner" (strong) to "wall-to-wall" (weak).
This leads to the "Elephant’s Foot" effect in the warehouse. The bottom layer of cartons on the pallet collapses under the weight of the stack, not because the paper was too thin, but because the grain direction was sacrificed for imposition yield. You saved 3% on paper area and lost 100% of the pallet’s structural integrity.
Atmospheric Reality: Designing for the Warehouse, Not the Lab
Your paper specification sheet is a lie.
Or, more accurately, it is a truth that only exists in a parallel universe called "Standard Laboratory Atmosphere" (23°C / 50% Relative Humidity).
In the real supply chain, your cartons will face the "Container Rain" of trans-oceanic shipping and the uncontrolled humidity of a distribution center in Singapore or Florida.
Paper is hygroscopic. It drinks water from the air. A recycled board (GD/GT grades) acts like a sponge compared to virgin fiber carriers (GC grades).
The Stiffness Curve:
When Relative Humidity (RH) rises from 50% to 80%, the stiffness of a standard recycled board can drop by 40-50%.
If you engineered your carton to just barely meet the compression requirements based on the datasheet values, you have designed a product that will fail the moment it rains.
Risk Mitigation Strategy:
Do not simply increase the Grammage (GSM) to fight humidity. That is lazy engineering. Increasing GSM increases cost linearly. Instead:
- Change the Geometry: Add dust flaps or locking tabs that provide internal bracing.
- Material Selection: Switch from Recycled (WLC) to Virgin (FBB) or Kraft-backed boards. You can often drop the GSM by 15% while gaining wet-strength stiffness, neutralizing the cost per ton difference.
The Myth of "Just Glue It"
A common fallback for poor structural design is reliance on adhesive. "If the flap keeps popping open, just add more glue."
This ignores the mechanics of Spring-back.
In high-speed packaging (300+ units/minute), the compression time—the time the glued surfaces are held together—is measured in milliseconds. If the structural design creates tension at the glue line (e.g., a crease line that hasn't been pre-broken sufficiently), the memory of the paper fibers will fight the wet adhesive.
We call this "The Pop." The box leaves the machine sealed, but 20 minutes later on the pallet, the glue line shears open due to the internal tension of the board.
The Fix:
You don't need stronger glue; you need better creasing rules.
- The Rule of 2-to-1: The creasing matrix channel width must be accurately calculated based on the caliper of the board (usually 2x caliper + rule width).
- Pre-break: Ensure the folder-gluer is set up to pre-break scores 180 degrees before final folding. This breaks the fiber memory. If your converter skips this section to shorten makeready time, you will have pop-opens at the customer site.
Forensic Q&A: The Uncomfortable Truths
Q: "We switched to a cheaper, lighter board, but the price of our finished goods didn't go down. Why?"
A: Because your converter likely had to slow their machines down by 30% to run your flimsy board. Lighter board (especially below 250gsm) flutters at high speeds. It requires more nicks (holding points) in the die-cut to keep it on the sheet, which then requires slower running speeds to strip the waste without tearing the carton. You paid for the paper savings with increased machine hours.
Q: "Why are our automatic filling lines jamming only on the 'Night Shift'?"
A: This is almost always a temperature/humidity issue interacting with marginal material specs. The temperature in the plant drops at night; relative humidity rises. If you are using a paperboard with high moisture sensitivity (high Cobb value), it absorbs that moisture, swells, and warps slightly. Your tolerances on the filling line are too tight for the material reality. You need to loosen the machine tolerance or upgrade the board's moisture barrier.
Q: "Can't we just use a 'stronger' design to save on paper weight?"
A: Yes, but "strength" comes from geometry, not magic. You can use a lighter board if you use a "Tube" or "Tray and Hood" style that inherently supports load. However, if you insist on a standard Reverse Tuck End (RTE) box, the vertical strength is almost entirely dependent on the board stiffness. You cannot cheat physics with a standard box shape.
Q: "The supplier says this 300gsm board matches the stiffness of the 350gsm we used to use. Is that possible?"
A: It is possible if they increased the "Bulk" (thickness relative to weight). High-bulk boards are stiffer per gram. However, high-bulk boards are also softer and more porous. They generate more dust (sensor issues) and are more prone to "cracking" on the fold lines, revealing the raw fibers underneath. It’s a trade-off: you gain stiffness but lose surface integrity and runnability.

